Geriausias tikslus šaltasis nukreipimas.
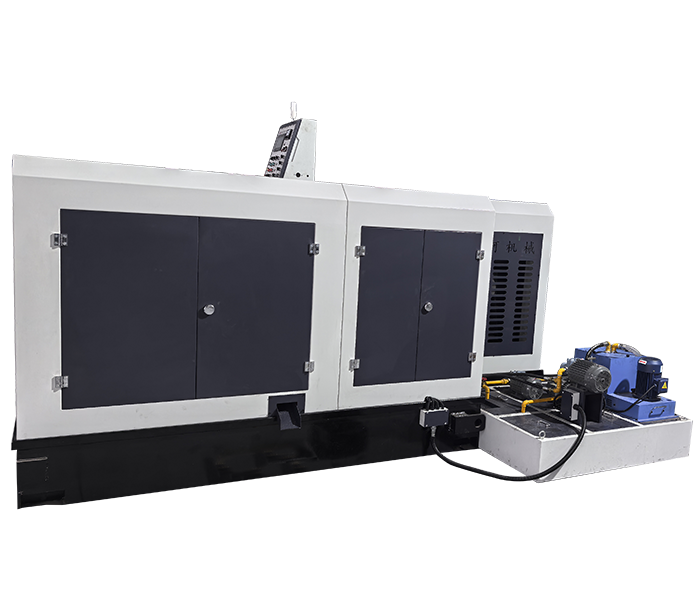
Tikslaus sriegimo ir formų valcavimo staklėstai specializuota įranga, skirta didelio tikslumo sriegiams ir sudėtingoms tvirtinimo detalių, pavyzdžiui, varžtų, varžtų ir nestandartinių detalių, formoms kurti. Joje naudojama šaltojo valcavimo technologija, kuri plastiškai deformuoja paviršių ir užtikrina aukščiausią sriegio kokybę bei matmenų pastovumą be pjovimo. Ši mašina turi tikslias valdymo sistemas, leidžiančias apdoroti sudėtingas formas ir mažus leistinus nuokrypius, todėl idealiai tinka tokioms reiklioms pramonės šakoms, kaip aviacijos, automobilių ir elektronikos pramonė, kur patikimumas ir tikslumas yra labai svarbūs.
| Modelis | YT-06/57 Z |
| Tuščiavidurio skersmuo (mm) | 3-6 |
| Sriegio ilgis (mm) | 50 |
| Judantys dyzeliai Stacionarus ilgis (mm) | 90*105*25 |
| Pagrindinis variklis (AG) | 5HP-1/8HP |
| Talpa PCS/MIN | 170-200 |
| Bendrieji matmenys D*Š*V(mm) | 1900*1500*1600 |
| Apytikslis svoris (kg) | 1800 |


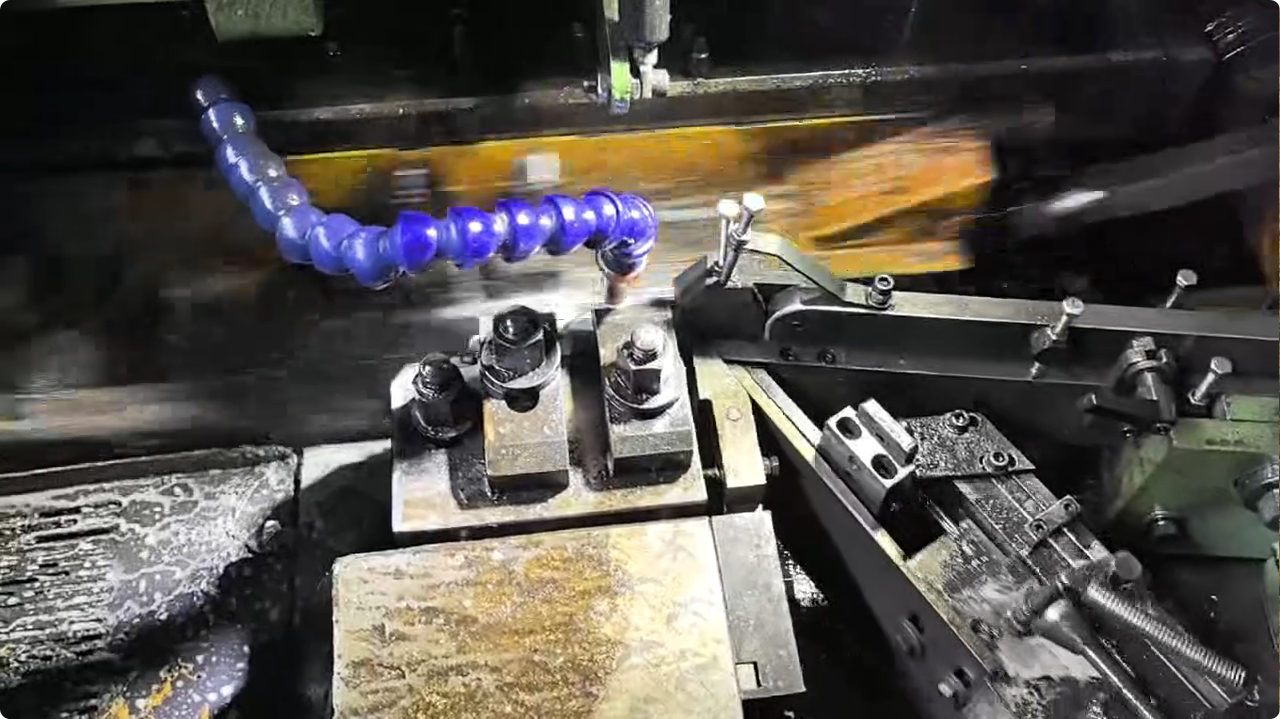



Skirtingai nuo įprastų pjovimo būdų, sriegių valcavimas yra šalto formavimo procesas. Užuot pašalinęs medžiagą, jis pakeičia ir sutankina metalo struktūrą, išsaugodamas natūralų grūdelių srautą. Dėl šio proceso paviršius yra daug lygesnis be įbrėžimų ar aštrių briaunų. Daugeliu atvejų apdaila jau yra tinkama naudoti tiesiai iš mašinos, todėl nereikia poliruoti ar šlifuoti.
Tikslios sriegių valcavimo staklės sukurtos taip, kad užtikrintų vienodus rezultatus kiekvienoje detalėje. Siūlų žingsnis, šoninis kampas ir bendra geometrija išlieka vienodi viso gamybos metu. Kadangi sriegiai išeina tokie tikslūs, gamintojams nebereikia gaišti papildomo laiko matmenų klaidoms taisyti ar sugedusioms dalims rūšiuoti. Šis patikimumas tiesiogiai reiškia mažiau antrinių operacijų.
Valcuoti siūlai ne tik atrodo švarūs; jie taip pat yra mechaniškai pranašesni. Valcavimo procesas sukelia paviršiaus sukietėjimą, o tai padidina sriegio atsparumą nuovargiui ir laikomąją galią. Tuo pačiu metu išvengiama mikro įtrūkimų ir įtempių stovų, kuriuos dažnai sukelia pjovimas. Pašalinus šias silpnąsias vietas, labai sumažėja poreikis sustiprinti ar taisyti po proceso.
Mažiau papildomo apdorojimo etapų reiškia mažesnes darbo sąnaudas, energijos sąnaudas ir įrangos nusidėvėjimą. Gamybos linijos tampa paprastesnės, ciklo laikas sutrumpėja, o gamintojai gali pasiekti greitesnius pristatymo grafikus. Pramonės šakose, kuriose tikslumas ir efektyvumas yra vienodai svarbūs, pavyzdžiui, aviacijos, automobilių ir medicinos prietaisų gamyboje, šios santaupos yra ypač vertingos.
Šie maži žingsniai padeda išsaugoti tikslaus valcavimo privalumus ir užtikrinti, kad tolesnis apdorojimas būtų kuo mažesnis.
Tikslus sriegių valcavimas yra daugiau nei gamybos būdas – tai kelias į efektyvumą. Gaminant tvirtus, lygius ir tikslius matmenis nuo pat pradžių, sumažėja ar net nebereikia brangaus papildomo apdorojimo. Gamintojams, norintiems sutaupyti laiko, sumažinti atliekų kiekį ir užtikrinti pastovią kokybę, verta apsvarstyti šį požiūrį.